
公司的项目原来的设计方案是这样的:
系统中有15台-到20台机械设备用于处理相关工艺,此小系统采用的是200+EM277方式(每个小系统都是这个配置)与上位机wincc通过PCACESS进行信号的采集和控制,现在在用这个方案感觉成本什么都上去了,而且速度也受影响
所以我想咨询下大神们
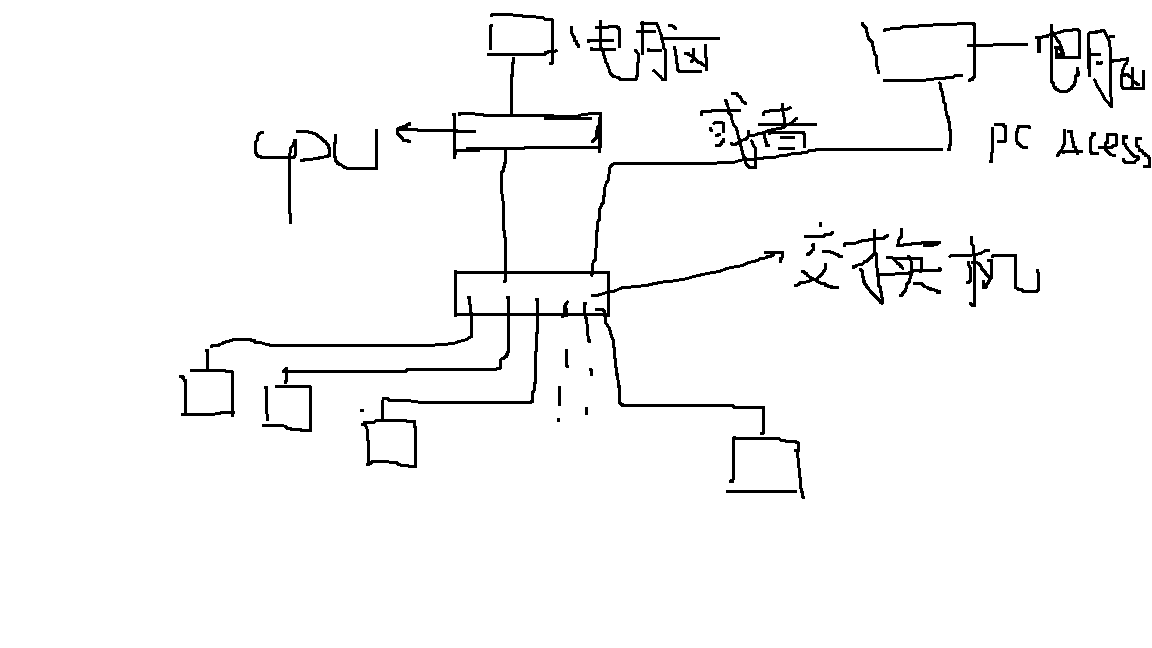
如果我采用smart200PLC,采用pn口进行组网可行吗?站点数量还是这么多,成本大概会省下多少?下位机触摸屏我打算用昆仑通态的,不用smartline了,其他的都采用西门子的产品,而且每个小系统里面会有变频器,原来采用的是MM4系列,MM4现在有替代的产品么,以下是我做的图,各位可以一起分析下
两种方式
1,通过交换价到主PLC到工控机wincc
2,直接通过OPCpcacesssmart到工控机wincc
此外smart200中的485口扩展板可以和西门子变频器uss通信或者MODBUS通信么?
谢谢各位啦
图片说明:
最佳答案
如果用200smart替换原200,仅仅从成本上是有下降的,至于下降多少你需要咨询供应商具体的价格。
200smart允许直接连接的资源:
S7-200SMARTCPU固件版本V2.0及以上版本的
—1个连接用于与STEP7Micro/WinSMART软件的通信。
—8个连接用于CPU与HMI之间的通信。
—8个连接用于CPU与其他S7-200SMARTCPU之间的PUT/GET主动连接
—8个连接用于CPU与其他S7-200SMARTCPU之间的PUT/GET被动连接
直接连接显然不支持,需要先将部分cpu状态成一个小系统,然后由该小系统的主站来实现大系统之间的通讯。
建议采用smartline屏。
200smart软件集成有你需要的库文件,可以直接调用。集成的RS485口支持USS和modbusrtu通讯
提问者对于答案的评价:
谢谢您的建议
专家置评
plc分组通信汇总数据










